Anwendungen
Industrie & Automatisierung
Lebensmittel und Getränke

Industriekameras für die Lebensmittel- und Getränkeherstellung und für die Inspektion
Optimieren Sie Ihre Lebensmittelverarbeitung hinsichtlich Qualität, Sicherheit und Geschwindigkeit
Sichern Sie die Produktqualität und -sicherheit in der Lebensmittel- und Getränkeherstellung mit Industriekameras. Überwachen Sie Prozesse, erkennen Sie Anomalien und optimieren Sie die Effizienz Ihrer Arbeitsabläufe.






Technische Anforderungen
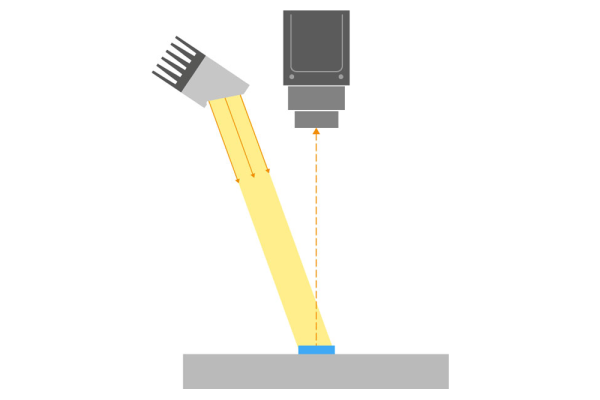
- Mehrfachkamerasysteme mit hochauflösenden Kameras für die Hochgeschwindigkeits-Inspektion von Lebensmitteln und Getränken
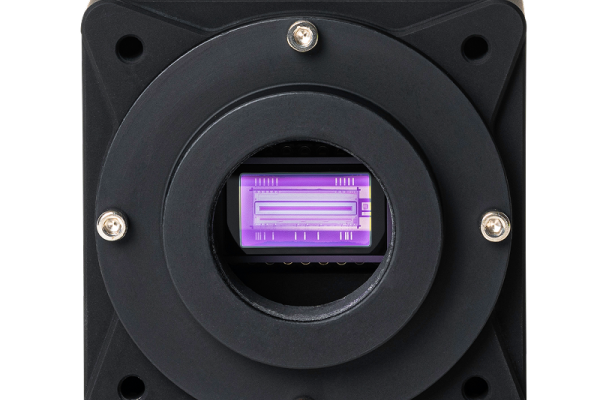
- SWIR- und NIR-Empfindlichkeit für hohe Produktzuverlässigkeit und Produktqualität
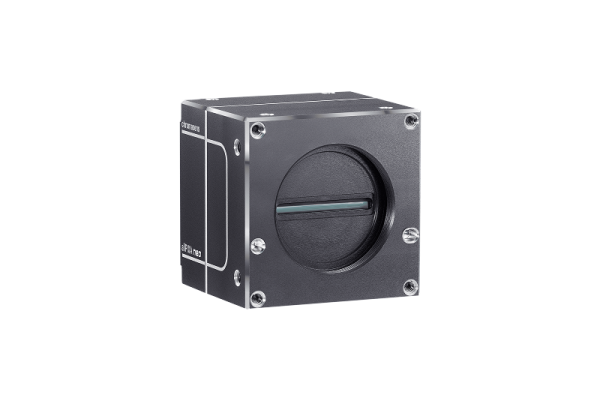
- Robuste Kameras mit Schutzart IP67 für raue Umgebungen in Lebensmittelverarbeitungsbetrieben
- Fortschrittliche Steuerung von Trigger und Sequencer für präzise Synchronisation bei der Inspektion und Verpackung



Haben Sie Fragen? Wir helfen Ihnen gerne weiter.