Applications
Industry & Automation
Food And Beverage

Industrial Cameras For Food And Beverage Production And For Inspection
Optimize Your Food Processing For Quality, Safety, And Speed
Maintain product quality and safety in F&B production with industrial cameras. Monitor processes, detect anomalies, and optimize workflow efficiency.






Technical Requirements
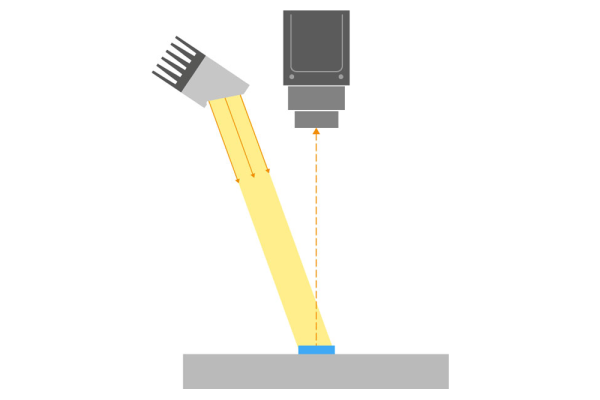
- Multi-cameras setups with high-resolution cameras for high-speed food and beverage inspection
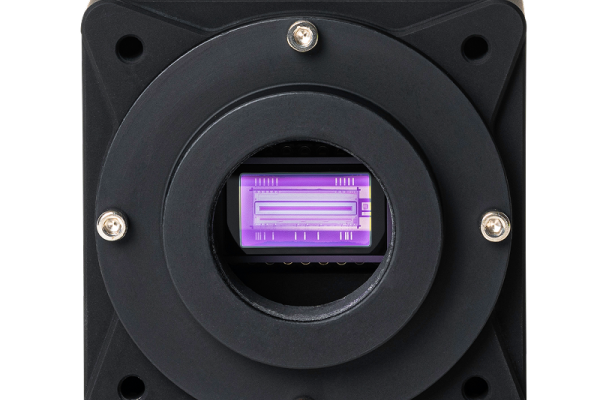
- SWIR and NIR sensitivity ensuring advanced product reliability and product quality
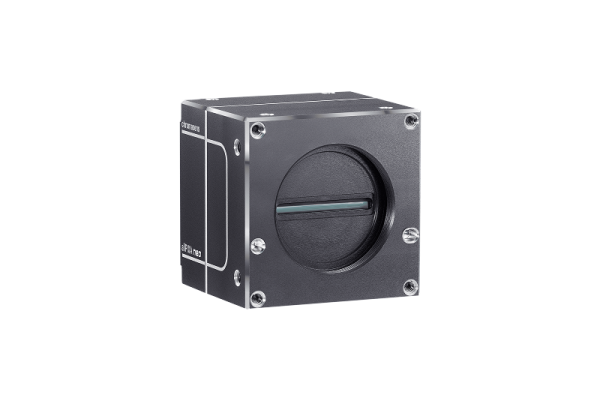
- Robust cameras with IP67 protection for rough environment in food processing plants
- Advanced trigger and sequencer controls for precise synchronization in inspection and packaging



Do You Have Any Questions? We Are Here To Help.